Werkingsprincipe
Het werkingsprincipe van de hoogoven is als volgt: ertslading met cokes en kalksteenflux wordt in de opvangkamer geladen. In het onderste deel is er een periodieke afvoer van gietijzer / ferrolegeringen en, afzonderlijk, een slaksmelt. Omdat het materiaalniveau in de hoogoven afneemt tijdens vrijgave, is het noodzakelijk om gelijktijdig nieuwe ladingen te laden.
Het bedrijfsproces is constant, de verbranding wordt gehandhaafd met een gecontroleerde toevoer van zuurstof, wat zorgt voor een grotere efficiëntie.
Het ontwerp van de hoogoven zorgt voor een continu proces van ertsverwerking, de levensduur van de hoogoven is 100 jaar, revisie wordt elke 3-12 jaar uitgevoerd.
Proceschemie
Chemische processen zijn oxidatief en reducerend. De eerste betekent de verbinding met zuurstof, de tweede daarentegen de afwijzing ervan. Erts is een oxide, en om ijzer te verkrijgen is een bepaald reagens nodig dat de extra atomen kan “wegnemen”. De belangrijkste rol in dit proces wordt gespeeld door cokes, die bij verbranding een grote hoeveelheid warmte afgeeft en kooldioxide, dat bij hoge temperaturen ontleedt tot monoxide, een chemisch actieve en onstabiele stof. CO streeft ernaar om weer kooldioxide te worden, en door ertsmoleculen (Fe2O3) te ontmoeten, "neemt" het alle zuurstof weg, waardoor alleen ijzer overblijft. Er zijn natuurlijk andere stoffen in de grondstof, die niet nodig zijn, die afval vormen, genaamd slakken. Dit is hoe de hoogoven werkt. Vanuit chemisch oogpunt is dit een vrij eenvoudige reductieve reactie, die gepaard gaat met het verbruik van warmte.

Hoogoven foto

Foto1

Foto 2

Foto 3
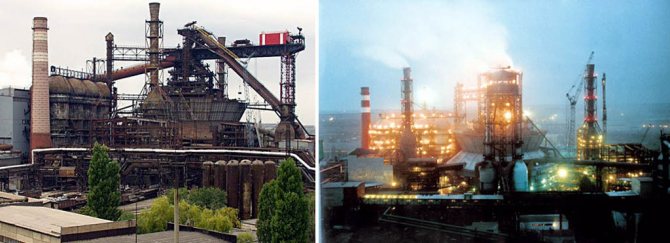
Foto4

Foto 5
Wie bedacht?
De moderne hoogoven is uitgevonden door J. B. Nilson, die voor het eerst begon met het verwarmen van de lucht die aan de hoogoven werd geleverd in 1829, en in 1857 introduceerde E. A. Cowper speciale regeneratieve luchtverwarmers.
Dit maakte het mogelijk om het verbruik van cokes met meer dan een derde aanzienlijk te verminderen en de efficiëntie van de oven te verhogen. Daarvoor werden de eerste hoogovens feitelijk drooggeblazen, dat wil zeggen dat er niet-verrijkte en onverwarmde lucht in werd geblazen.
Het gebruik van cowpers, dat wil zeggen regeneratieve luchtverwarmers, maakte het niet alleen mogelijk om de efficiëntie van de hoogoven te verhogen, maar ook om de verstopping, die werd waargenomen in het geval van technologische schendingen, te verminderen of volledig te elimineren. We kunnen gerust zeggen dat deze uitvinding het proces tot perfectie heeft gebracht. Moderne hoogovens werken precies volgens dit principe, hoewel de besturing nu geautomatiseerd is en voor meer veiligheid zorgt.
Geschiedenis [| ]
Smeltend ruwijzer. Illustratie uit de 1637 Chinese Encyclopedia 17e eeuwse hoogoven
Zie ook: Geschiedenis van ijzerproductie en -gebruik
De eerste hoogovens verschenen in China tegen de 4e eeuw [1]. Tijdens de middeleeuwen in Europa, de zogenaamde. Catalaanse hoorn
, die het mogelijk maakte om balgen te mechaniseren door middel van een hydraulische aandrijving, wat bijdroeg aan een stijging van de smelttemperatuur. Vanwege zijn speciale afmetingen (kubieke meter) kon het echter nog steeds geen hoogoven worden genoemd.
De directe voorloper van de hoogoven was styukofen
(hoogovens) [2], die in de 13e eeuw in Stiermarken verscheen. De shtukofen had de vorm van een kegel met een hoogte van 3,5 meter en had twee gaten: voor het injecteren van lucht (lans) en het uittrekken van de korrels [3].
In Europa verschenen hoogovens in Westfalen in de tweede helft van de 15e eeuw [4], in Engeland begon men hoogovens te bouwen in de jaren 1490, in de toekomstige VS - in 1619 [5]. Dit werd mogelijk gemaakt door mechanisatie. De hoogoven was 5 meter hoog. In Rusland verscheen de eerste hoogoven in 1630 (Tula, Vinius). In de jaren 1730.In de Oeral-fabrieken werden hoogovens gebouwd nabij de voet van de dam en werden vaak twee eenheden op dezelfde fundering geplaatst, waardoor de constructie- en onderhoudskosten werden verlaagd.
De explosie werd in de meeste gevallen geleverd door twee wigvormige vachten die op hun beurt werkten, gemaakt van hout en leer, en aangedreven door een met water gevuld wiel. De uiteinden van de mondstukken van beide balgen werden in een ongekoelde gietijzeren blaaspijp met rechthoekige doorsnede geplaatst, waarvan de teen niet verder reikte dan het metselwerk. Er werd een opening gelaten tussen de spuitmonden en de lans om de verbranding van de steenkool te controleren. Het luchtverbruik bereikte 12-15 m3 / min bij een overdruk van niet meer dan 1,0 kPa, wat te wijten was aan de lage sterkte van de huid van het bont. Lage blaasparameters beperkten de intensiteit van het smelten, het volume en de hoogte van de ovens, waarvan de dagelijkse productiviteit lange tijd niet meer dan 2 ton bedroeg, en de verblijftijd van de lading in de oven vanaf het moment van laden tot de formatie van gietijzer was 60-70 uur In 1760 vond J. Smeton een cilindrische blazer uit met gietijzeren cilinders, waardoor de hoeveelheid ontploffing toenam. In Rusland verschenen deze machines voor het eerst in 1788 in de Aleksandrovsky-kanonnenfabriek in Petrozavodsk. Elke oven werd bediend door 3-4 luchtcilinders die met een waterrad waren verbonden door middel van een slinger en een tandwieloverbrenging. De hoeveelheid explosie nam toe tot 60-70 m3 / min [6].
Het hoge verbruik van houtskool voor de productie van ijzer veroorzaakte de vernietiging van bossen rond de metallurgische fabrieken van Europa. Om deze reden voerde Groot-Brittannië in 1584 een beperking in op de houtkap voor metallurgische doeleinden, waardoor dit land, dat rijk was aan steenkool, gedurende twee eeuwen gedwongen werd een deel van het ruwijzer voor zijn eigen behoeften in te voeren, eerst uit Zweden, Frankrijk en Spanje. en dan uit Rusland. In de jaren 1620. D. Dudley probeerde ruwijzer te smelten op ruwe steenkool, maar zonder succes. Pas in 1735 slaagde A. Derby II er, na vele jaren ervaring, in om steenkoolcokes te bemachtigen en daarop ruwijzer te smelten. Sinds 1735 is steenkool de belangrijkste brandstof van de hoogoven geworden (Groot-Brittannië, Abraham Darby III) [7].
De lage kosten van cokes in vergelijking met houtskool, de hoge mechanische sterkte en de bevredigende kwaliteit van gietijzer vormden de basis voor de daaropvolgende wijdverbreide vervanging van fossiele brandstof door minerale brandstof. Dit proces eindigde het snelst in Groot-Brittannië, waar aan het begin van de 19e eeuw. bijna alle hoogovens werden omgezet in cokes, terwijl op het Europese vasteland later minerale brandstof werd gebruikt [8].
Op 11 september 1828 ontving James Beaumont Nilson een octrooi voor het gebruik van hete ontploffing (Brits octrooi nr. 5701) [9] en in 1829 verwarmde hij de ontploffing in de Clyde-fabriek in Schotland. Het gebruik van hoogoven in de hoogoven die slechts tot 150 ° C werd verwarmd in plaats van koudblazen, leidde tot een daling van 36% in het specifieke verbruik van steenkool die bij het smelten van hoogovens wordt gebruikt. Nilson kwam ook op het idee om het zuurstofgehalte in de explosie te verhogen. Het patent voor deze uitvinding is van Henry Bessemer en de praktische implementatie dateert uit de jaren 50, toen de productie van zuurstof op industriële schaal onder de knie werd [10].
Op 19 mei 1857 patenteerde E. A. Cowper luchtverhitters (Brits octrooi nr. 1404) [11], ook wel regeneratoren of cowpers genoemd, voor de productie van hoogovens, waardoor aanzienlijke hoeveelheden cokes konden worden bespaard.
In de tweede helft van de 19e eeuw, met de opkomst en verspreiding van staalproductie-technologieën, werden de vereisten voor gietijzer meer geformaliseerd - ze werden onderverdeeld in verwerking en gieterij, terwijl duidelijke vereisten werden vastgesteld voor elk type herverdeling van staalproductie, inclusief de chemische samenstelling. Het siliciumgehalte in gietijzer werd gesteld op 1,5-3,5%. Ze werden onderverdeeld in categorieën, afhankelijk van de grootte van de korrel in de breuk.Er was ook een apart type gietijzer - "hematiet", gesmolten uit ertsen met een laag fosforgehalte (het gehalte aan gietijzer is maximaal 0,1%).
Het omzetten van gietijzer varieerde in herverdeling. Elk gietijzer werd gebruikt voor pudding en de eigenschappen van het resulterende ijzer hingen af van de keuze van gietijzer (wit of grijs). Grijs gietijzer, rijk aan mangaan en silicium en met zo min mogelijk fosfor, was bedoeld voor bessemerivanie. De Thomas-methode werd gebruikt om siliciumarm wit gietijzer te verwerken met een aanzienlijk gehalte aan mangaan en fosfor (1,5-2,5% om de juiste warmtebalans te garanderen). Ruwijzer voor zure openhaardsmelting zou alleen sporen van fosfor bevatten, terwijl voor het hoofdproces de eisen voor het fosforgehalte niet zo streng waren [12].
Tijdens het normale verloop van het smelten werd het type slak geleid waardoor het mogelijk was om het gehalte van de vier belangrijkste samenstellende oxiden (silicium, calcium, aluminium en magnesium) ruw te schatten. Kiezelhoudende slakken hebben, wanneer ze gestold zijn, een glasachtige breuk. De breuk van slakken rijk aan calciumoxide is steenachtig, aluminiumoxide maakt de breuk porseleinachtig, onder invloed van magnesiumoxide krijgt het een kristallijne structuur. Kiezelhoudende slakken tijdens het vrijkomen van stroperig en stroperig. Siliciumdioxideslakken verrijkt met aluminiumoxide worden vloeibaarder, maar kunnen nog steeds tot filamenten worden getrokken als het siliciumoxide erin niet minder is dan 40-45%. Als het gehalte aan calcium- en magnesiumoxiden meer dan 50% bedraagt, wordt de slak stroperig, kan hij niet in dunne stromen vloeien en vormt hij na stollen een gerimpeld oppervlak. Het gerimpelde oppervlak van de slak gaf aan dat het smelten "heet" was - in dit geval wordt silicium verminderd en verandert het in gietijzer, daarom is er minder siliciumoxide in de slak. Bij het smelten van wit gietijzer met een laag siliciumgehalte ontstond een glad oppervlak. Aluminiumoxide gaf schilfering aan het slakoppervlak.
De kleur van de slak was een indicator voor het verloop van het smelten. De belangrijkste slak met een grote hoeveelheid calciumoxide had een grijze kleur met een blauwachtige tint bij het smelten van grafiet "zwart" gietijzer in de breuk. Bij de overgang naar wit gietijzer werd het geleidelijk geel tot bruin, en met een "natte" koers maakte een aanzienlijk gehalte aan ijzeroxiden het zwart. Zure, kiezelhoudende slakken veranderden onder dezelfde omstandigheden hun kleur van groen naar zwart. De schakeringen van de slakkleur maakten het mogelijk om de aanwezigheid van mangaan te beoordelen, dat zure slakken een amethisttint geeft, en de belangrijkste - groen of geel [13].
Domeinproces
Moderne ovens voor het smelten van gietijzer leveren ongeveer 80% van de totale hoeveelheid gietijzer, vanaf de gietlocaties wordt het onmiddellijk naar de elektrische smelt- of openhaardwerkplaatsen gevoerd, waar het ferrometaal wordt omgezet in staal met de vereiste kwaliteiten.
Ingots worden verkregen uit gietijzer, die vervolgens naar fabrikanten worden gestuurd om in koepels te gieten. Om slakken en gietijzer af te voeren, worden speciale gaten gebruikt, kraangaten genoemd. In moderne ovens wordt echter niet afzonderlijk, maar één gemeenschappelijk aftapgat gebruikt, verdeeld door een speciale vuurvaste plaat in kanalen voor het toevoeren van gietijzer en slakken.
Hoe werkt een hoogoven?
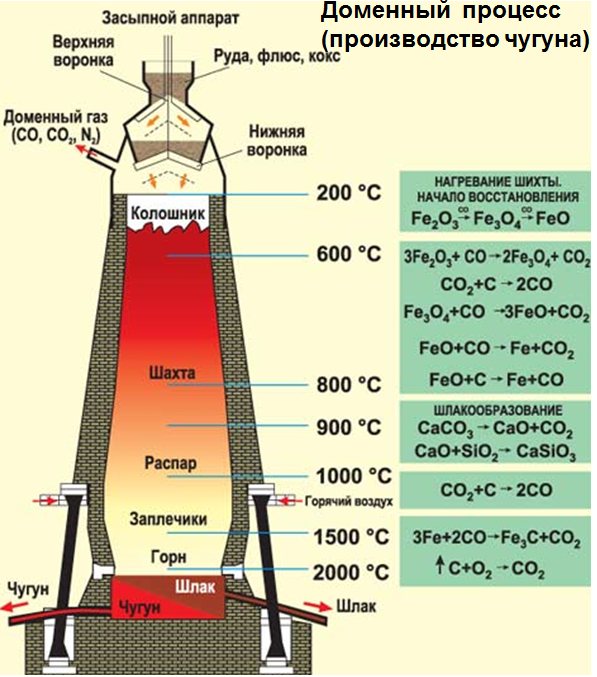
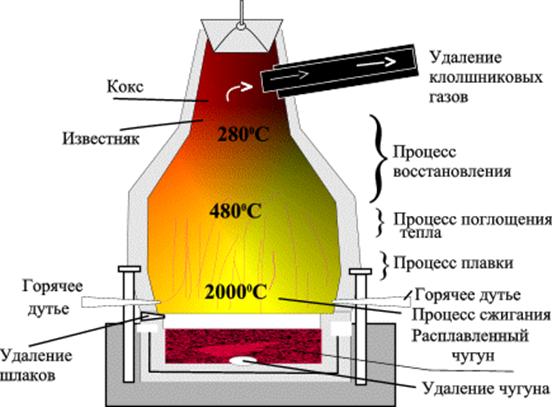
Het hoogovenproces is volledig afhankelijk van het teveel aan koolstof in de ovenholte; het bestaat uit thermochemische reacties die binnenin plaatsvinden wanneer alle componenten worden geladen en verwarmd.
De temperatuur in de hoogoven kan 200-250 ° C direct onder de top bedragen en tot 1850-2000 ° C in de actieve zone - stoom.
Wanneer hete lucht aan de oven wordt toegevoerd en cokes in de hoogoven wordt ontstoken, stijgt de temperatuur, begint het proces van ontleding van de flux, waardoor het gehalte aan kooldioxide toeneemt.
Met een afname van de materiaalkolom in de lading, vindt de reductie van ijzermonoxide plaats, in het onderste deel van de kolom wordt zuiver ijzer gereduceerd van FeO, dat in de haard stroomt.
Terwijl het ijzer naar beneden stroomt, komt het actief in contact met kooldioxide, waardoor het metaal wordt verzadigd en het de vereiste eigenschappen krijgt. Het totale koolstofgehalte in ijzer kan variëren van 1,7%.
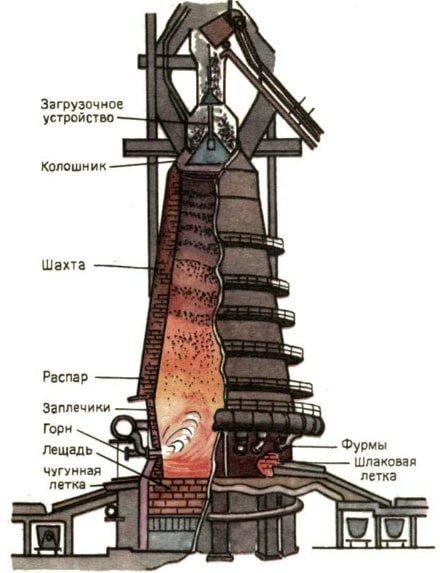
Hoe de hoogoven werkt
Het is een enorme verticale oven die continu in bedrijf is. Grondstoffen worden van bovenaf via de laadschacht in de oven gevoerd. De grondstoffen voor het smelten zijn cokes, ijzererts en additieven (kalksteen), die helpen om onnodige onzuiverheden uit het erts te halen. De beladen ingrediënten worden in het grootste deel van de hoogoven verwarmd met hete lucht. Tijdens het verwarmen, cokesen, verbranden, komt koolmonoxide vrij, dat dient voor het verminderen van ijzererts. De slakken die ontstaan bij de reductie van ijzererts worden gecombineerd met additieven (kalksteen). In dit stadium bevinden de slakken zich in een vloeibare toestand en is het neergeslagen metaal in een vaste toestand.
Het metaal wordt in de oven neergelaten en ondergaat een stoomproces. In dit compartiment van de oven bereikt de temperatuur 1200 graden Celsius, wat bijdraagt aan het smelten van het metaal. De slak, die een lagere dichtheid heeft in vergelijking met het metaal, blijft op het gesmolten metaaloppervlak achter, waardoor oxidatieprocessen worden voorkomen. De snelheid waarmee het proces van het laten zakken van het gietijzer door de hoogoven plaatsvindt, wordt productiviteit genoemd. Hoe sneller het gebeurt, hoe hoger de productiviteitsverhouding van de hoogoven. De scheiding van slak en afgewerkt gietijzer wordt in de laatste fase uitgevoerd door speciale gaten en heeft zijn eigen technologische kenmerken.

Hoogoven diagrammen
Hoogovenschema's in sectie (verschillende opties):
Schema 1
Schema 2
Schema 3
Schema 4
Schema 5
Opmerkingen [| ]
- Een ongelooflijke geschiedenis van Chinese uitvindingen
- De raadsels van de kaasblazende smidse
- HOOGOVEN
- Hoogoven
- Babarykin, 2009, blz. veertien.
- Babarykin, 2009, blz. vijftien.
- Hoogoven voor de productie van ruwijzer
- Babarykin, 2009, blz. 17.
- Tegen Woodcroft B.
Onderwerpindex (alleen gemaakt van titels) van octrooien van uitvinding, van 2 maart 1617 (14 James I.) tot 1 oktober 1852 (16 Victoriae). - Londen, 1857. - P. 347. - Karabasov, 2014, blz. 73.
- Tegen Woodcroft B.
Chronologische index van aangevraagde en verleende octrooien, voor het jaar 1857. - Londen: Great Seal Patent Office, 1858. - P. 86. - Karabasov, 2014, blz. 93.
- Karabasov, 2014, blz. 94.
- Khodakov Yu.V., Epshtein D.A., Gloriozov P.A.
§ 78. Productie van ruwijzer // Anorganische chemie. Leerboek voor leerjaar 9. - 7e ed. - M .: Onderwijs, 1976. - S. 159-164. - 2.350.000 exemplaren
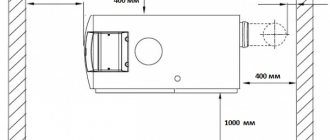
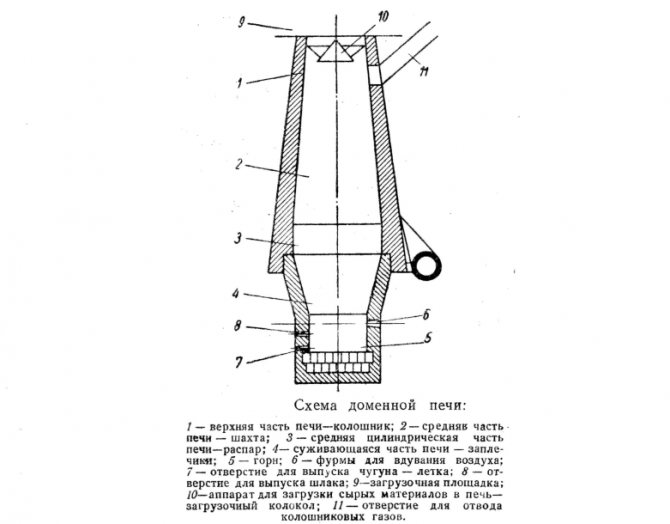
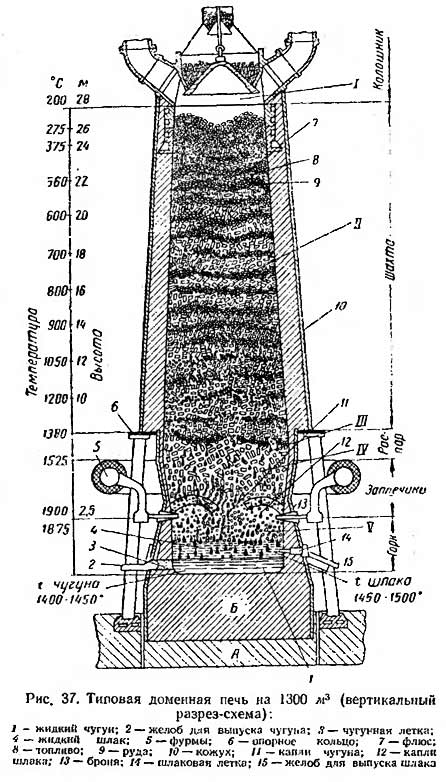
Hoogoven apparaat
Het ontwerp van de hoogoven is erg complex, het is een groot complex dat de volgende elementen omvat:
- hete ontploffingszone;
- smeltzone (dit omvat de smidse en schouders);
- stoom, dat wil zeggen, de zone waar FeO wordt gereduceerd;
- een mijn waar Fe2O3 wordt gereduceerd;
- bovenkant met materiaal voorverwarmen;
- laden van lading en cokes;
- hoogovengas;
- het gebied waar de kolom met materiaal zich bevindt;
- uitlaten van slakken en vloeibaar ijzer;
- inzameling voor afvalgassen.
De hoogte van de hoogoven kan 40 m bereiken, het gewicht - tot 35.000 ton, de capaciteit van het werkgebied hangt af van de parameters van het complex.
De exacte waarden zijn afhankelijk van de werklast van de onderneming en het doel, vereisten voor het verkregen volume metaal en andere parameters.
Een meer gedetailleerde versie van het apparaat:
Hoogoven reparatie lozingen
Om de goede staat van de hoogoven te behouden, worden regelmatig grote reparaties uitgevoerd (elke 3-15 jaar). Het is onderverdeeld in drie soorten:
- De eerste categorie omvat werk over het vrijkomen van smeltende producten, inspectie van apparatuur die wordt gebruikt in het technologische proces.
- De tweede categorie is een volledige vervanging van uitrustingsstukken die onderworpen zijn aan middelzware reparatiewerkzaamheden.
- De derde categorie vereist een volledige vervanging van het apparaat, waarna een nieuwe vulling van grondstoffen wordt uitgevoerd met het rechttrekken van de hoogovens.
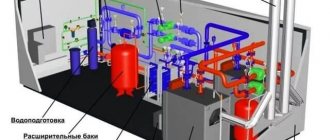
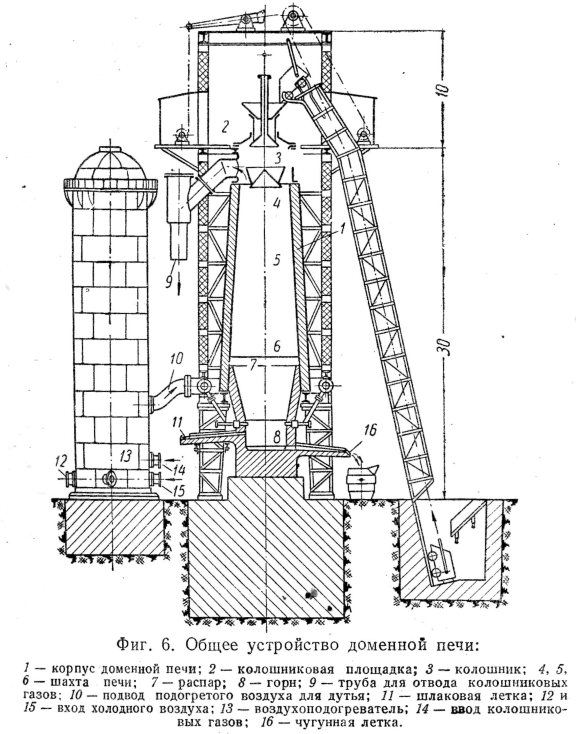
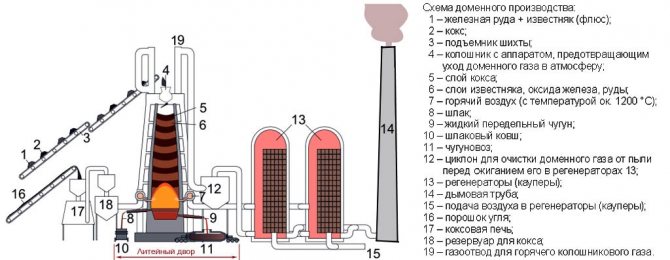
Systemen en apparatuur
Een hoogoven is niet alleen een installatie voor de productie van ruwijzer, maar ook tal van hulpeenheden. Dit is een toevoersysteem voor laden en cokes, verwijdering van slakken, gesmolten ijzer en gassen, een automatisch controlesysteem, koeien en nog veel meer.
De werkingsprincipes van de oven zijn hetzelfde gebleven als eeuwen geleden, maar moderne computersystemen en industriële automatisering hebben de hoogoven efficiënter en veiliger gemaakt.
Cowpers
Het moderne ontwerp van de hoogoven omvat het gebruik van een cowper om de aangevoerde lucht te verwarmen. Dit is een cyclische eenheid gemaakt van hittebestendig materiaal, die zorgt voor verwarming van het mondstuk tot 1200 ° C.
Bij het afkoelen zet de cowper de verpakking aan tot 800-900 ° C, waardoor de continuïteit van het proces kan worden gegarandeerd, het cokesverbruik kan worden verminderd en de algehele efficiëntie van de structuur kan worden verhoogd.
Vroeger werd zo'n apparaat niet gebruikt, maar vanaf de 19e eeuw. het maakt noodzakelijkerwijs deel uit van de hoogoven.
Het aantal Cowper-accu's is afhankelijk van de grootte van het complex, maar meestal zijn het er minstens drie, wat wordt gedaan met de verwachting van een mogelijk ongeval en behoud van de prestaties.
Top-top apparaat
Boven-onderapparaat - dit onderdeel is het meest kritische en belangrijkste, dat drie gaskleppen omvat die werken volgens een gecoördineerd schema.

De cyclus van dit knooppunt is als volgt:
- in de beginpositie wordt de kegel verhoogd, deze blokkeert de uitgang, de onderste kegel wordt verlaagd;
- de skip laadt de lading in de top;
- een roterende trechter draait en voert het ruwe materiaal door de ramen naar een kleine kegel;
- de trechter keert terug naar zijn oorspronkelijke positie en sluit de ramen;
- de kleine kegel wordt verlaagd, de lading gaat de intercone-ruimte in, waarna de kegel omhoog gaat;
- de grote kegel neemt zijn oorspronkelijke positie in, waardoor de lading in de holte van de hoogoven vrijkomt voor verwerking.
Overspringen
Skips zijn speciale ladingsheffers. Met behulp van dergelijke takels grijpen overschoenen uit de laadkuil de aangevoerde grondstof omhoog langs het schuine viaduct.
Vervolgens worden de overschoenen omgedraaid, waardoor de lading in het laadgebied wordt gevoerd en naar beneden wordt teruggebracht voor een nieuw deel. Tegenwoordig wordt dit proces automatisch uitgevoerd, er worden speciale geautomatiseerde eenheden gebruikt voor de besturing.
Blaaspijpen en kraangaten
Het mondstuk van de ovenlans wordt in zijn holte gericht, waardoor men het verloop van het smeltproces kan observeren. Hiervoor worden kuikens met hittebestendige glazen gemonteerd via speciale luchtkanalen. Bij de snede kan de druk waarden bereiken van 2,1-2,625 MPa.
De gaten worden gebruikt om gietijzer en slak af te voeren; direct na het vrijkomen worden ze goed afgesloten met speciale klei. Vroeger werden kanonnen gebruikt, die waren uitgelijnd met een plastic kleikern, tegenwoordig worden op afstand bestuurbare kanonnen gebruikt, die dicht bij de structuur kunnen komen. Deze beslissing maakte het mogelijk om het trauma- en ongevalspercentage van het proces te verminderen en het betrouwbaarder te maken.
Hoe maak je een hoogoven met je eigen handen?
Nuances
De productie van ruwijzer is een zeer winstgevende activiteit, maar het is onmogelijk om de productie van ferrometaal te organiseren zonder serieuze financiële investeringen. Een hoogoven met je eigen handen in 'handwerkomstandigheden' is gewoon niet te realiseren, wat gepaard gaat met veel functies:
- extreem hoge kosten van een hoogoven (alleen grote fabrieken kunnen dergelijke kosten betalen);
- de complexiteit van het ontwerp, ondanks het feit dat de tekening van de hoogoven in het publieke domein te vinden is (boven het diagram), zal het niet lukken om een volwaardige eenheid voor de productie van gietijzer samen te stellen;
- particulieren en individuele ondernemers kunnen geen activiteiten ontplooien voor de fabricage van gietijzer, want hiervoor zal gewoon niemand een vergunning afgeven;
- de afzettingen van grondstoffen voor de ferrometallurgie zijn praktisch uitgeput, er zijn geen pellets of sinter in de vrije verkoop.
Maar thuis kun je een imitatie van een oven (mini-hoogoven) samenstellen, waarmee je metaal kunt smelten.
Maar deze werken vereisen maximale aandacht en worden sterk ontmoedigd bij gebrek aan ervaring. Waarom zou zo'n constructie nodig zijn? Meestal is dit verwarming voor een kas of zomerhuisje met de meest efficiënt gebruikte brandstof.
Gereedschappen en materialen
Om thuis een structuur te maken, moet je je voorbereiden:
- metalen vat (kan worden vervangen door een buis met een grote diameter);
- twee stukken ronde buis met een kleinere diameter;
- sectie van het kanaal;
- Plaatstaal;
- waterpas, ijzerzaag voor metaal, meetlint, hamer;
- omvormer, set elektroden;
- bakstenen, kleimortel (nodig voor de fundering van de constructie).
Alle werkzaamheden mogen alleen op straat worden uitgevoerd, omdat het proces behoorlijk vies is en vrije ruimte vereist.
Stapsgewijze instructies
- Op het voorbereide werkstuk in de vorm van een vat wordt de bovenkant afgesneden (deze moet worden achtergelaten, omdat deze verder nodig zal zijn).
- Een cirkel met een diameter kleiner dan de diameter van het vat wordt uit staal gesneden, er wordt een gat in gemaakt voor een pijp.
- De buis is zorgvuldig aan de cirkel gelast; aan de onderkant zijn delen van het kanaal vastgemaakt door lassen, waardoor de brandstof naar beneden wordt gedrukt tijdens de werking van de oven.
- De ovenafdekking is gemaakt van de eerder uitgesneden bodem van het vat, waarin een gat is gemaakt voor een hypotheekluik met een deur. Ook is het nodig om een deur te maken waardoor asresten worden verwijderd.
- De kachel moet op de fundering worden geïnstalleerd, aangezien deze tijdens het gebruik erg warm wordt. Hiervoor wordt eerst een betonnen plaat geïnstalleerd en vervolgens worden verschillende rijen baksteen neergelegd, waardoor een verdieping in het midden ontstaat.
- Om verbrandingsproducten te verwijderen, wordt een schoorsteen gemonteerd, de diameter van het rechte deel zal groter zijn dan de diameter van het ovenlichaam (vereist voor een betere gasafvoer).
- De reflector is geen verplicht element van het ontwerp, maar het gebruik ervan kan de efficiëntie van de oven verbeteren.
Ontwerpkenmerken
De kenmerken van zo'n zelfgemaakte oven zijn:
- het niveau van efficiëntie is goed;
- er is de mogelijkheid om tot 20 uur in een offline modus te werken;
- het is geen actieve verbranding die plaatsvindt in de oven, maar smeulen met constante warmteafgifte.
Het belangrijkste verschil tussen een "huishoudelijke" hoogoven is de beperking van de luchttoegang tot de verbrandingskamer, dat wil zeggen dat het smeulen van hout of steenkool zal plaatsvinden bij een laag zuurstofniveau. Een industriële hoogoven werkt volgens een soortgelijk principe, maar huishoudelijke hoogovens worden alleen gebruikt voor verwarming, er kan geen metaal in worden gesmolten, hoewel de temperatuur in de kamer voldoende zal zijn.











Waaruit bestaat een domeinnaam?
Alle domeinen zijn hiërarchisch gerangschikt: ze zijn opgebouwd uit onderdelen (niveaus). Domeinen van het derde niveau worden gecreëerd op basis van domeinen van het tweede niveau, en domeinen van het tweede niveau - op basis van domeinen van het eerste. Laten we de soorten domeinen eens nader bekijken:
- Domein van het tweede (derde, vierde, etc.) niveau
of
subdomein
- de linkerkant van het domein to the point. In de praktijk is dit elke combinatie van karakters die we bedenken voor de naam van onze toekomstige site (
youtube
.com,
winkel
.reg.ru). Hoe noem je een schip, zoals ze zeggen, maar dat is een heel ander SEO-verhaal. - Domein op het eerste niveau
of
domein zone
- het rechterdeel van het domein na de punt. Dit deel kan door niemand anders dan ICANN worden gevraagd. Door een "domein" te registreren, bedenken we een domein op het tweede niveau en kiezen we een zone. Zij zijn
geografisch
(.RU - Rusland, .EU - EU-landen, .AC - Ascension Island, enz.) Of
thematisch
(van oldtimers zoals .COM. - commercieel gebied, .BIZ - zakelijk gebied tot nieuwe gTLD's: .FLOWERS, .HEALTH, .Children, etc.). - Domein nul niveau
- punt na de domeinzone (reg.ru
.
), die niet wordt weergegeven in de adresbalk en wordt weggelaten bij het typen van het domein in de browserbalk.
Kosten gebaseerd op het voorbeeld van efficiëntie nr. 7
De fabricage van hoogovens is een arbeidsintensief en duur proces dat niet op gang kan worden gebracht. Omdat hoogovens uitsluitend in de industrie worden gebruikt, worden hun ontwerp en montage uitgevoerd voor een specifiek metallurgisch complex, dat veel objecten en knooppunten van de interne infrastructuur omvat. Deze situatie wordt niet alleen waargenomen in de Russische Federatie, maar ook in andere landen van de wereld die hun eigen metallurgische faciliteiten hebben.
De kosten voor het vervaardigen en monteren van een hoogoven zijn vrij hoog, wat samenhangt met de complexiteit van het werk. Een voorbeeld is het grote hoogovencomplex nr. 7 genaamd "Rossiyanka", geïnstalleerd in 2011. De kosten bedroegen 43 miljard roebel, de beste ingenieurs uit campers en andere landen waren bij de productie betrokken.

Het complex omvat de volgende units:
- ontvangend apparaat voor erts;
- bevoorradingsstations van het bunkerviaduct en de centrale eenheid;
- bunker viaduct;
- compressorstation (geïnstalleerd op de werf);
- installatie voor injectie van poederkool;
- recycling WKK;
- controlecentrum en administratief gebouw;
- gieterij;
- hoogoven;
- luchtverwarmingsblokken;
- tankstation.
Complexe productiviteit:
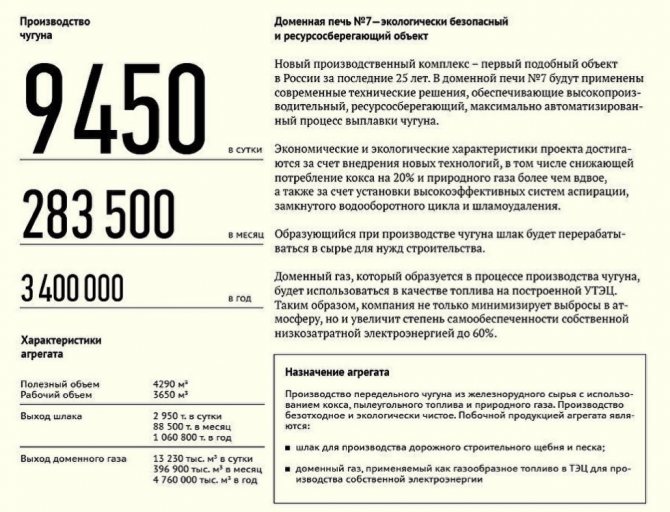
Het nieuwe complex zorgt voor de productie van meer dan 9450 ton ruwijzer per dag, het nuttige volume van de oven is 490 kubieke meter en het werkvolume is 3650 kubieke meter. Het ontwerp van de hoogoven zorgt voor een afvalvrije en milieuvriendelijke productie van ruwijzer; als bijproducten worden hoogovengas voor thermische centrales en slakken gebruikt in de wegenbouw gewonnen.
Gietijzeren kraan [| ]
Tappen van hoogovenijzer
Het is een rechthoekige goot van 250-300 mm breed en 450-500 mm hoog. Het kanaal is gemaakt in het vuurvaste metselwerk van de haard op een hoogte van 600-1700 mm vanaf het oppervlak van de kolf. Kanalen voor slakkengaten worden aangelegd op een hoogte van 2000-3600 mm. Het kanaal van het gietijzeren kraangat wordt afgesloten met een vuurvaste massa. De gietijzeren kraan wordt geopend door met een boormachine een gat te boren met een diameter van 50-60 mm. Na het vrijkomen van ruwijzer en slak (in moderne grote hoogovens wordt het vrijkomen van ruwijzer en slak uitgevoerd via gietijzeren mondstukken), worden de gaten verstopt met een elektrisch pistool. De teen van het kanon wordt in het aftapgat gestoken en er wordt onder druk een vuurvaste massa van het kanon in gevoerd. De hoogovenslakkraan wordt beschermd door watergekoelde elementen, gezamenlijk aangeduid als slakkenstoppers, en een pneumatisch bediende, op afstand bedienbare hefboomconstructie. Hoogovens met een groot volume (3200–5500 m3) zijn uitgerust met vier gietijzeren banden, die afwisselend werken, en één slakaftap. Het vrijkomen van ruwijzer en slak uit de hoogoven omvat de volgende bewerkingen:
- opening van de gietijzeren kraan (indien nodig en slakken);
- service die rechtstreeks verband houdt met de uitstroom van ruwijzer en slakken;
- het sluiten van de gietijzeren kraan (als de slak door de slak vrijkomt, dan de slak);
- reparatie van de kraan en goten.